



添加微信好友

特点
在平面研磨中常见问题有,磨削效率低(磨不动),研磨盘使用寿命短,被磨工件精度不达标,工件划伤,工件光洁度差及表面发黑等情况。根据上述常见问题我司总工通过细化配方,原材料把控,优化生产工艺同时搭配科学管理制度,使我司产品在市场具备较多优势。在工件端面研磨中精度达到2μm,光洁度达到Ra0.02,部分工件达到镜面效果。
1:【耐磨性】是普通砂轮的80--120倍
2:【导热性】磨削导热性好,无工件烧伤
3:【精度高】磨削工件精度高表面质量好
4:【效率高】切削锋利,效率高 
优势
1.磨削效率高。选用优质超硬磨料搭配合理磨料粒度提高研磨盘锋利度。
2.使用寿命长。使研磨盘具备合理硬度,较长时间处于锋利状态进而达到减少修整频次,提高使用寿命之目的。
3.形状保持性好。我司通过对研磨盘配方优化并提供工件研磨方案可使磨盘较长时间处于平整状态从而达到工件精度一致性要求。
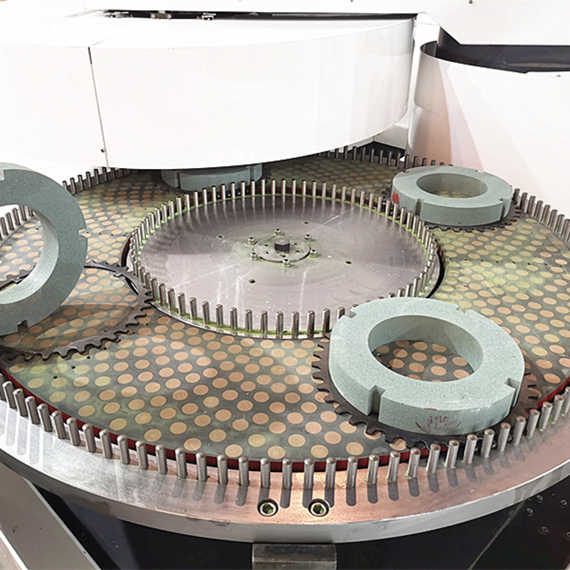
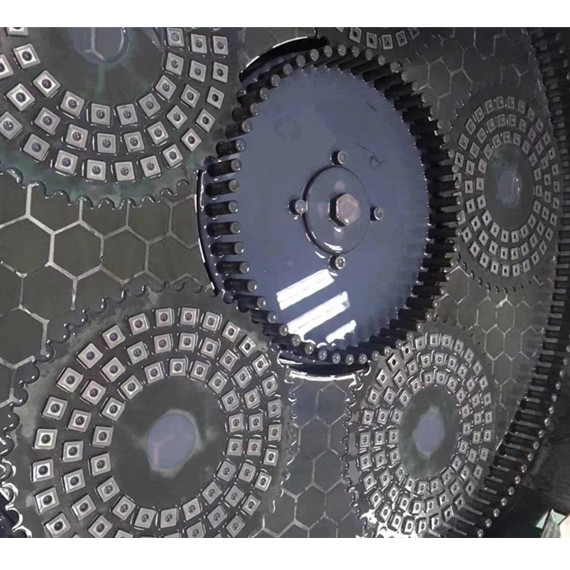
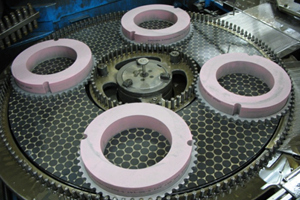
构造:
陶瓷研磨盘是由研磨盘基体和超硬磨块经环氧树脂胶粘结而成,超硬磨盘形状有:圆形、正六边形、扇形、方形。(可根据客户要求定制)。

配套设备
新乡斯凯夫,新乡万华,新乡日升,温州百诚,苏州赫瑞特等国产双端面研磨机。韩国AM,日本光洋,德国皮特沃尔特,英国莱玛特等进口双端面研磨机。
匹配修整砂轮
修整轮用于修整金刚石砂轮和CBN砂轮。根据金刚石和CBN磨盘的不同粒度、精度选择修整轮,使修整更容易、更节省时间。

1A2T 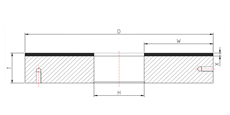 2A2T 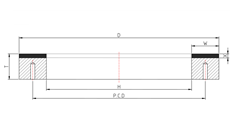 6A2B 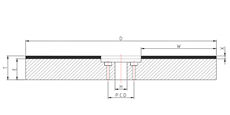 | 直径: 300mm - 1500mm |
| W(磨料层宽度): 40mm - 350mm | |
| X(磨料层高度): 3mm -10mm | |
| 平行度:<=2μm, 平面度:<=2μm, 粗糙度: Ra0.02μm-Ra0.2μm 耐用性: 磨削划片 (25mm*25mm), 加工工件数量 >= 1百万 硬质合金刃口,工件>= 1百万 | |
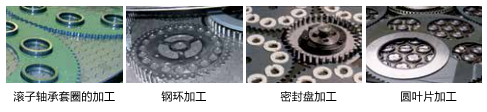
案例1连杆表面磨削

| 工件材质 | 球墨铸铁 (45#, 40Cr, 40CrMo) |
| 硬度 | 210-280HB |
| 磨削余量 | Rough : 0.4 - 0.5 |
| Fine: 0.2 - 0.4 | |
| 光洁度 | Ra 0.8 |
| 尺寸 | 915* 85 * 304.8 |
| 磨盘转速 | 35m/s |
| 无烧伤、无需去毛刺 | |
案例2硬质合金密封用双端面精磨磨盘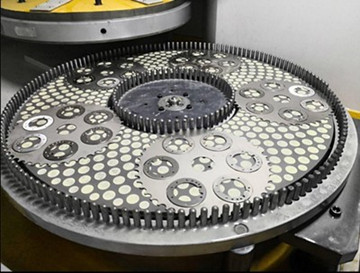
| 应用 | 双端面精磨 |
| 砂轮尺寸 | 金刚石 2A2T Ø720-30T-5X-320ID |
| 机器 | 皮特沃尔特 |
| 冷却液 | 油 |
| 砂轮速度 | 120转 |
| 工件速度 | 30转 |
| 工件 | 印章 |
| 材料 | 碳化物 |
| 硬度 | 70HRC |
| 去除余量 | 0,1mm total |
| 磨削速率 | 70µm/min |
| 粗糙度 | 0,20 µm Ra |
| 平整度 | 0,001mm |
| 平行度 | 0,001mm |
| 磨料粒度 | 400 # |
| 磨削时长 | 2:30分 |
案例3空调压缩机挡板用双端面研磨盘.jpg)

研磨结果
| 物品 | |
| 顾客 | 压缩机企业 |
| 工件 | 空调压缩机挡板 |
| 工件硬度 | HRC45-50 |
| 直径 | 90mm |
| 磨削余量 | 0.1mm |
| 厚度 | 10mm |
| 平行度 | 0.005mm |
| 平整度 | 0.004mm |
| 粗糙度 | Ra0.2 |
| 跳动 | 10.5s |
案例4氧化铝陶瓷密封件.jpg)
| 工件 | 氧化铝陶瓷密封件 |
| 工件尺寸 | OD22*ID17 mm*T4.5mm |
| 纯度 | 纯度92%的高氧化铝 |
| 硬度 | 1150HV |
| 去除余量 | 0.2mm |
| 一盘工件数量 | 150 |
| 双端面磨床型号 | Speedfam DSM 9B-5FH |
| 磨削后工件平面度 | 0.001mm |
| 磨削后表面光洁度 | 镜面 |
| 研磨压力 | 150 GMs/CM2 |
| 下盘转速 | RPM70 |
| 上盘转速 | RPM 35 |
| 太阳轮转速 | RPM 25 |
| 循环次数 | 28次 |












